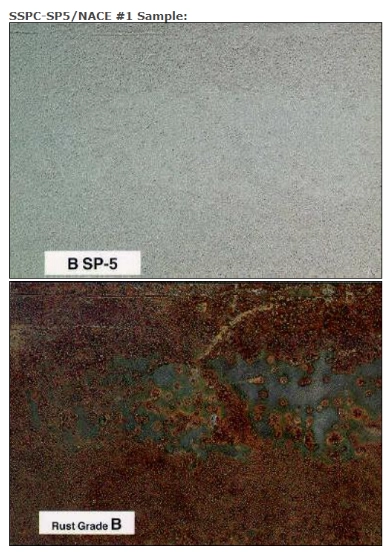
SP-5 / NACE No 1 Métal Blanc
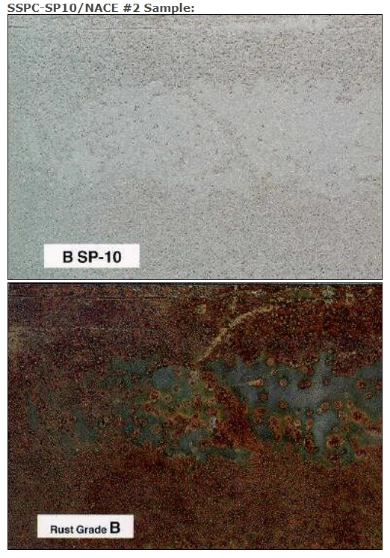
SP-10 / NACE No 2 Presque Blanc
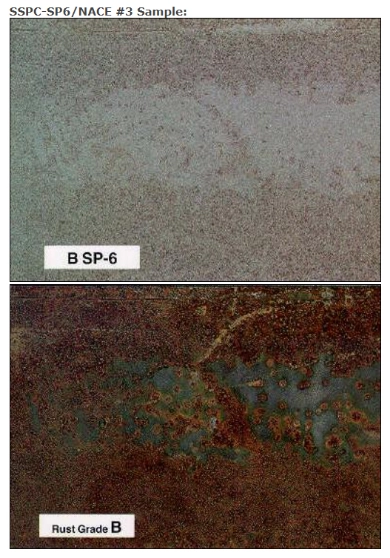
SP-6 / NACE No 3 Sablage Commerciale
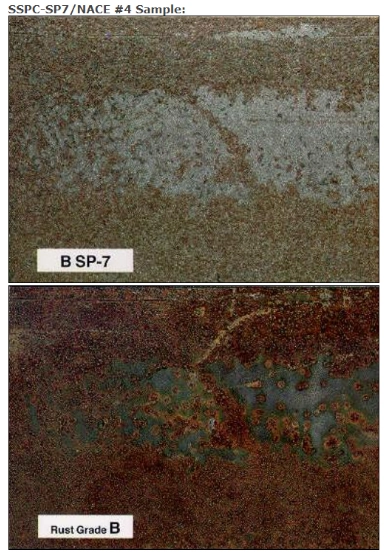
SP-7 / NACE NO 4 NETTOYAGE À LA BROSSE ET AU JET